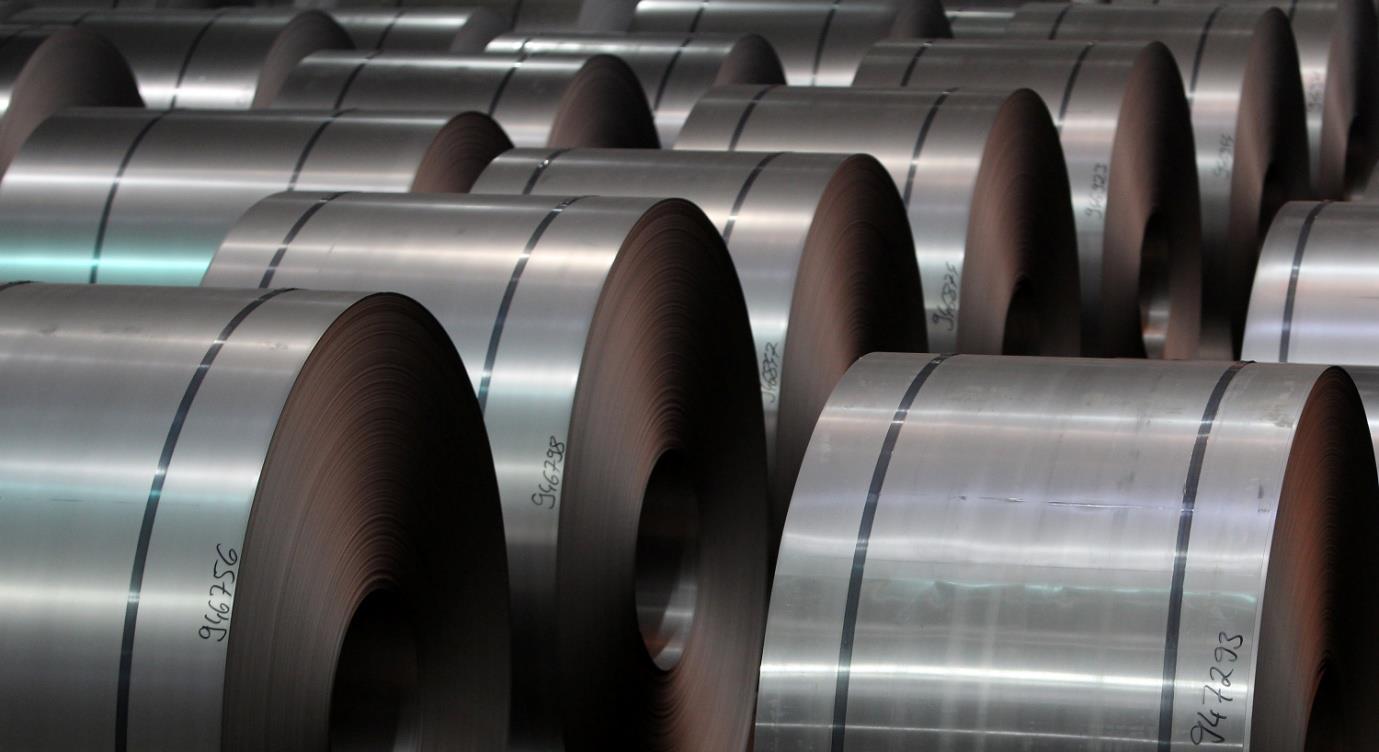
ربات حمل کلافچه در خط اسکینپاس ۲ نورد سرد شرکت فولاد مبارکه برای نخستین بار در کارخانههای نورد کشور مورد استفاده قرار گرفت.
به گزارش پایگاه خبری و تحلیلی «فلزاتآنلاین» و به نقل ار روابط عمومی شرکت فولاد مبارکه، عبدالرحیم صادقی دولتآبادی، رئیس خطوط اسکینپاس و تمپرمیل نورد سرد شرکت فولاد مبارکه از راهاندازی کامل ربات حمل کلافچه در خط اسکینپاس ۲ این شرکت خبر داد و گفت: این ربات دو بازو با درجه آزادی سه درجه دارد و با جایگزین شدن بر سیستم قدیمی، تعدادی از ریسکهای اصلی ایمنی واحد و مشکلات تعمیراتی سیستم قبل را حذف کرده است.
وی در ادامه از زحمات کلیه همکاران واحدهای درگیر در پروژه اعم از خطوط اسکینپاس و تمپرمیل، توسعه نورد سرد، دفاتر فنی تولید و تعمیرات، خدمات تخصصی نورد سرد، خرید، شرکت فنی مهندسی و شرکت دانشبنیان کیوان کاوه گلشن سپاهان و همچنین از حمایتهای بیدریغ مدیر ناحیه نورد سرد و مدیر محصولات پوششدار تشکر و قدردانی کرد.
علی ناظری، سرپرست تولید خطوط اسکینپاس و تمپرمیل نورد سرد شرکت فولاد مبارکه نیز در این خصوص بیان کرد: سیستم قدیمی از نوع دروازهای و دارای درام و سیم بکسل و جزو تجهیزات با ریسک بالای ایمنی و تعمیراتی واحد طبقهبندی شده بود که همواره موجب توقفات طولانیمدت خط تولید میشد. به همین منظور خروجی جلسات «RCM» واحد نیز رای به تعویض این سیستم میداد. بنابراین پس از جلسات کارشناسی متعدد و بررسی طرحهای مختلف بر آن شدیم تا این مکانیسم را تعویض کنیم.
عبدالله نصوحی، کارشناس برق و اتوماسیون و ابزار دقیق واحد و مسئول این پروژه نیز در این باره عنوان کرد: پروژه اجرا شده، جزو پروژههای نوآورانه کشور است که عملیات طراحی، ساخت، نصب و اجرای آن به صورت کاملا بومی صورت پذیرفت. با توجه به معارضات گوناگون در سایت تولید و وجود محدودیت فضای شدید به شکلی کاملا کارآمد راهاندازی و طرح اولیه توسط واحد و با کمک شرکت فنی و مهندسی تهیه و وارد فاز اجرا شد.
وی تصریح کرد: با توجه به ماهیت پروژه و طول بازوهای ربات که به ۱۲ متر میرسد، در ساخت مکانیسم از ورقهای مستحکم فوق سبک استفاده شد و جهت مانورهای دستگاه شیرهای تناسبی «Proportional Valve» و موقعیتسنجهای دقیق «Encoder» به کار گرفته شد. استفاده از شیرهای تناسبی در این مکانیسم، امکان افزایش سرعت دستگاه و افزایش زمان آمادهبهکاری خط تولید را نیز فراهم آورد.
نصوحی ادامه داد: سیستم هیدرولیک مکانیسم به سیستم مرکزی هیدرولیک (LP) خط تولید متصل شد و با توجه به اینکه این مکانیسم در سیکل اتوماتیک نورد کلاف قرار گرفت، جهت اعمال پیششرطهای مربوطه در برنامه «PLC»، شبکه صنعتی مکانیسم به شبکه اتوماسیون صنعتی اصلی خط وصل شد و برنامههای مربوط به مکانیسم و سیکل اتوماتیک آن نوشته شد. کلیه حرکتهای ربات جهت ایمنی بیشتر با سنسورهای محدودکننده «Proximity Switch» محدود و قفلهای مکانیکی نیز در موقعیتهای حساس قرار داده شد.
مسعود ضیایی، رئیس واحد توسعه نورد سرد شرکت فولاد مبارکه نیز در این زمینه خاطرنشان کرد: با توجه به ماهیت خط تولید و عدم امکان توقف طولانیمدت خط تولید، کلیه فعالیتهای پروژه در شاتدانهای ماهانه برنامهریزی و اجرا شد و این تجهیز با موفقیت مورد استفاده قرار گرفت.
انتهای پیام//