انجام بالانس دینامیکی کارگاهی برای اولین بار در شرکت ذوب آهن اصفهان توسط واحد «CM» مدیریت نت مکانیک محقق شد.
به گزارش پایگاه خبری و تحلیلی «فلزاتآنلاین» و به نقل از روابط عمومی شرکت ذوب آهن اصفهان، رمضانعلی فرهادی، مدیر نت مکانیک شرکت ذوب آهن اصفهان ضمن اعلام این خبر، عنوان کرد: با استقرار و پیادهسازی واحد «CM» از سال ۱۳۸۲ تاکنون، انجام کلیه عملیات بالانسهای دینامیکی در محل نصب تجهیزات در خطوط تولید بخشهای مختلف با امکان دسترسی به قسمتی از مجموعه دوار میسر شده است. همچنین عملیات بالانس دینامیکی کارگاهی از یک تن تا ۱۶ تن قطعه دوار هماکنون در کارگاه بالانس کارگاه اگزاستر و با همکاری کارگاه الکتریکی مهندسی برق در حال انجام است.
حسین بهارلویی، سرپرست واحد بازرسی فنی مهندسی نت شرکت ذوب آهن اصفهان نیز در این خصوص بیان کرد: انجام عملیات بالانسهای دینامیکی که خود از فعالیتهای حوزه تعمیرات محسوب میشود، به علت اشتراک مبانی علمی و تجهیزاتی بالانسهای دینامیکی با ارتعاشات، در صنایع پیشرو در زمینه پایش وضعیت و در شرکت ذوب آهن اصفهان در حوزه فعالیتهای بازرسی فنی و جزو لاینفک فعالیتهای واحد «CM» تعیین شده است.
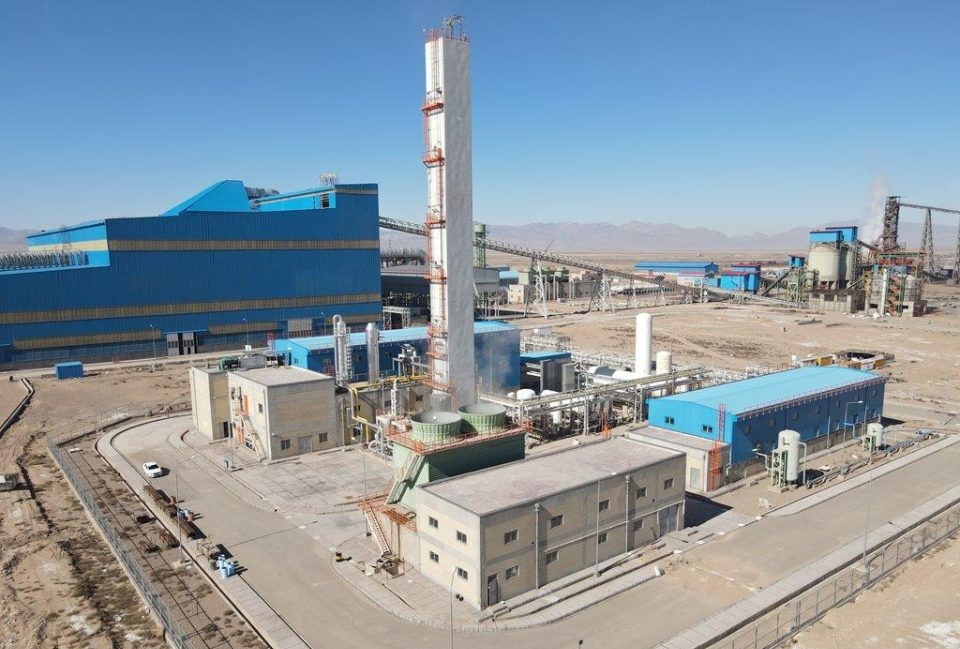
شهاب عباسی ، مهندس ارشد پایش وضعیت تجهیزات شرکت ذوب آهن اصفهان در این رابطه مطرح کرد: شافت پروانه رزرو و مستعمل مکنده کنورتور با تناژ تقریبی ۶ تن با قطر دو هزار و ۳۶۰ mm و طول چهار هزار و ۳۷۶ mm بعد از تقویت پرهها و جوشکاری توسط بخش فولادسازی، جهت انجام عملیات بالانس کارگاهی تحویل واحد «CM» شد و برای اولین بار انجام عملیات بالانس کارگاهی (خارج از محل نصب) بر روی شافت و پروانه مکندههای کنورتور فولادسازی در سطح کارخانه ذوب آهن اصفهان توسط واحد «CM» و با همکاری کارگاه الکتریکی مدیریت تولید و توزیع برق بر اساس استاندارد «ISO1940» و گرید ۲٫۵ ( سطح بالای کیفی) عملیاتی و با موفقیت اجرا و جهت نصب بر روی مکنده شماره ۲ به بخش فولادسازی تحویل داده شد.
وی افزود: در تاریخ ۲۱ شهریور ماه سال جاری، ماشین راهاندازی و در دور بالای یک هزار و ۲۵۰ RPM با ثبت ارتعاشات کمتر از ۰٫۵ mm/s در مطلوبترین شرایط ارتعاشی در فرایند تولید قرار گرفت.
محسن شانظری، مهندس ارشد دیگهای اوتیلیزاتور کنورتورهای فولادسازی شرکت ذوب آهن اصفهان با اشاره به عدم تامین روتور مکنده درخواستی بخش فولادسازی و از طرفی وضعیت نامناسب روتور مکنده دود کنورتور شماره ۲ و افزایش ارتعاشات این روتور، خاطرنشان کرد: یک عدد روتور موجود کارکرده، دوباره مورد اصلاح و سند بلاست قرار گرفت و با پیشنهاد مدیریت امور فنی و برنامهریزی تولید جهت بالانس و استفاده مجدد به کارگاه بالانس دینامیکی بخش آگلومراسیون برای انجام بالانسهای استاتیکی و دینامیکی ارسال شد و از توقف کنورتور ۲ که میتوانست منجر به کاهش ۳۰ درصدی تولید بخش فولادسازی شود، جلوگیری به عمل آمد.
وی در پایان از همکاری مدیریتهای امور فنی و برنامهریزی تولید، نت مکانیک، تولید و توزیع برق و آگلومراسیون تشکر و قدردانی کرد.
انتهای پیام//