مدیرعامل شرکت رینگ اسپورت نور نی ریز گفت: قطعات خودرویی، قطعات حساسی بوده که با سلامت جامعه در ارتباط هستند؛ به همین دلیل، کوچکترین سهلانگاری در آلیاژسازی مشکلات و مخاطرات بسیاری را به همراه دارد و باید در مراحل آلیاژسازی و ریخت آن دقت فراوانی به کار رود. همچنین، باید توجه داشت که روش ریختهگری ریژه یا دایکست بدون فشار برای تولید این نوع محصولات مناسب نیست و تولید با استفاده از روش کمفشار، احتمال وجود مکهای انقباضی را کاهش میدهد و محصول تولید شده به این روش دارای کیفیت بالا و استاندارد خواهد بود.
محمد حسین مربی در گفتوگو با خبرنگار پایگاه خبری و تحلیلی «فلزات آنلاین»، اظهار داشت: شرکت رینگ اسپورت نور نی ریز، تولیدکننده ۴۰ نوع رینگ اسپورت، قطعات موتوری، فیدبراکت، موتورهای دوگانهسوز و دسته موتور بوده و از سال ۱۳۸۱ فعالیت خود را در این زمینه آغاز کرده است. همچنین، از سال ۱۳۸۶ به طور مستمر تولید این قطعات را پیگیری کرده و تا امروز هیچگونه وقفهای در امر تولید نداشته است.
وی بیان کرد: چشمانداز و ماموریت شرکت تولیدی رینگ اسپرت نور نی ریز تبدیل شدن به بهترین واحد ریختهگری رینگ آلومینیوم در کشور، تامینکننده قطعات ریختهگری رینگ آلومنیومی در سطح بازارهای جهانی و قرار گرفتن در کنار برترینهای جهان است.
مدیرعامل شرکت رینگ اسپورت نور نی ریز تاکید کرد: ریختهگری و ماشینکاری قطعات رینگ خــودرو از جنــس آلومینیوم با کیفیت مطلوب به منظور جلب رضایت مشتریان داخلی و خارجی، کاهش آلاینـدههای زیستمحیطی و افزایش ایمنی پرسنــل و محصول، دستیابی به تکنولوژیهــای روز و مشتــریمــداری ازجملـــه برنامههای توسعهای شرکت است.
مربی تصریح کرد: در شرکت رینگ اسپرت نور نی ریز همواره کوشش کردهایم تا یکی از بهترین تولیدکنندگان صنعتی کشور در عرصه تولید و اشتغال باشیم و توانستیم در سال ۱۳۸۹ به عنــوان واحـــد صنعتــی نمونــه و سازنــده برتر ایرانخودرو انتخاب شویم.
وی افزود: شرکت کارخانجات نور نی ریز همواره با استفاده از نیروهای بومی، دانش نوین و تکنولوژی روز جهان سعی کرده تا در حوزه کیفیت و تولید محصولاتی قابل رقابت تولید و عرضه کند، به همین دلیل، توانستیم در سال ۱۳۸۹ به عنوان تامینکننده برتر ایرانخودرو در حوزه کیفیت برگزیده شویم.
دریافت مطالبات قطعهسازان همراه با تاخیر است
مدیرعامل شرکت رینگ اسپورت نور نی ریز مطرح کرد: به طور کلی، حجم نقدینگی در سالهای اخیر افزایش یافته که این امر به معنای کاهش ارزش ریال است و تاثیر منفی این موضوع در صنایع تولیدی همچون ما، بیشتر به چشم میخورد، زیرا ریختهگران قطعات خودرو، بعد از ۱۲۰ روز دستمزد خود را دریافت میکنند، اما خرید مواد اولیه به صورت نقدی انجام میشود.
مربی افزود: ایرانخودرو بعد از ۶ ماه هزینه تولید را پرداخت میکند به همین دلیل ما نمیتوانیم مواد اولیه لازم را به موقع خریداری و استفاده کنیم و کاهش ارزش ریال و کاهش ارزش ریال طی همین مدت باعث افزایش قیمت مواد اولیه میشود که اثر بسیار منفی بر فعالیت ما دارد.
دارای ریختهگری ریژه و کمفشار هستیم
مدیرعامل شرکت رینگ اسپورت نور نی ریز بیان کرد: قطعات آلومینیومی خودرو را با استفاده از ریختهگری ریژه و کمفشار تولید میکنیم و توان تولید بیش از دو میلیون رینگ در سال را داریم و حدود یک میلیون تن در سال نیز قطعات موتوری خودرو تولید میکنیم.
مربی تاکید کرد: در صورتی که با حداکثر ظرفیــت تولید داشتــه باشیم، روزانــه ۱۰۰ تن آلومینیوم نیــاز داریم اما در حــال حاضــر، تنها ۳۰تن در روز و هفت هزار تن در سال آلومینیوم مصرف میکنیم.
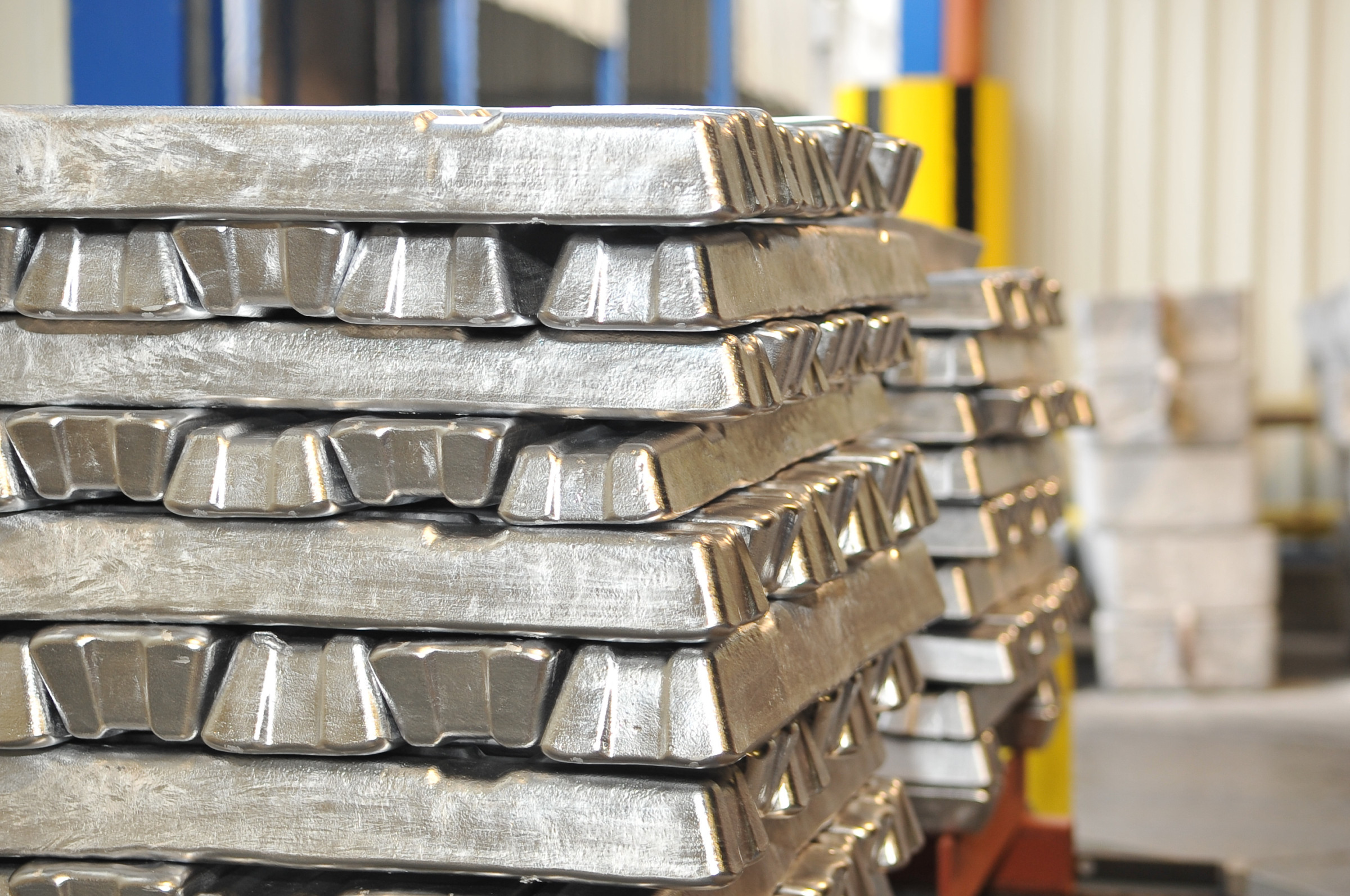
وی تصریح کرد: آلومینیوم آلیاژی را نمیتوان خریداری کرد و به همین دلیل باید در کارخانه، فرآیند آلیاژسازی را انجام دهیم، البته باید در نظر داشت که آلومینیوم آلیاژی را از ضایعات تولید میکنند، در حالی که قطعاتی که ما تولید میکنیم با ایمنی خودرو و سلامت افراد در ارتباط است و کوچکترین سهلانگاری در آلیاژسازی مشکلات و مخاطرات بسیاری را به همــراه دارد. بــه همیـــن دلیــل، شمـش خالـص خریداری میکنیم و آلیاژسازی را در کارخانه انجام میدهیم.
در آلیاژسازی میتوان استحکام قطعات را تعیین کرد
مدیرعامل شرکت رینگ اسپورت نور نی ریز مطرح کرد: برای آلیاژسازی از سیلیس، منیزیم، تیتانیوم و اسپرسیوم استفاده میکنیم که حدود ۸۸ درصد مواد اولیه برای آلیاژسازی، شمش خالص آلومینیومی و حدود ۱۱ درصد آن سیلیس و یک درصد آن سایر مواد است، البته بستگی به نوع قطعاتی که تولید میکنیم درصد سیلیس، منیزیم و… را تغییر میدهیم.
مربی توضیح داد: به وسیله سیلیس و منیزیمی که به آلومینیوم خالص اضافه میکنیم، استحکام و شکلپذیری این فلز را افزایش میدهیم. آلیاژهای سیلیس و منیزیم، آلیاژهای ۳۰۰ و ۴۰۰ هستند که استحکام آلومینیوم را افزایش میدهند، زیرا استحکام آلومینیوم به تنهایی کافی نیست. همچنین با تیتانیوم شکلپذیری و با اسپرسیوم، دانهبندی و جوانهزنی را کنترل میکنیم.
اتمهای فلز به صورت تصادفی کنار هم نیستند، به همین دلیل هرکاری انجام دهیم که دانهبندی فلز بیشتر به هم نزدیک شود، فلز محکمتر میشود و در برابر ضربات آسیبی کمتری میبیند.
وی ادامــه داد: آلیاژی که نیــاز داریــم باید همگن باشد، به همین دلیل، در زمان قالبریزی درجه حــرارت و بــه کـار بــردن تیتانیوم که شکلپذیری آلومینیوم را بیشتر میکند، اهمیت بسیار زیادی دارد.
مدیرعامل شرکت رینگ اسپورت نور نی ریز تصریح کرد: وقتی آلومینیوم ذوب میشود، دانسیته آن روی ۲٫۳۸ کیلوگرم بر لیتر قرار میگیرد و زمانی که مجددا جامد میشود به ۲٫۶۹ کیلوگرم بر لیتر میرسد. در این فاصله باید مراقب بود که مکهای انقباضی در آن به وجود نیاید، به همین خاطر، نکات بسیار حساسی باید رعایت شود. برای مثال، خنک کردن باید به چه صورتی باشد یا چه اقداماتی انجام دهیم که ارتباط قطعه با مذاب از بین نرود و… مواردی است که باید حتما رعایت شود.
کاهش مکهای انقباضی در روش کمفشار
مربی خاطرنشان کرد: در مرحله مذابریزی و خنککنندگی به دلیل اینکه حجم به سرعت در حال کاهش است، در صورتی که به منبع مذاب، وصل نباشد، به گونهای که نتواند کمبود این حجم را جبران کند، داخل آلومینیوم، سوراخهایی به وجود میآید که به آن مکهای انقباضی میگوییم؛ در ریختهگری کمفشار این اتفاق نمیافتد.
وی تاکید کرد: ریختهگری قطعات خودرویی اهمیت زیادی دارد و باید با دقت انجام شود، در ریختــهگری باید بــه نحوه پر کـــردن قالــب و آمادهسازی کامل آن توجه زیادی شود؛ به گونهای که نباید چربی یا کثیفی در قالب وجود داشته باشد و در مرحله اول، باید قالب پیش گرم شده و مذاب نیز دیگازینگ (گاززدایی) شده باشد. بعد از آن، فلکس به مذاب تزریق میکنیم تا اکسیدها و آخالهایی که در داخل مذاب وجود دارند را روی سطح مذاب بیاورد و سپس سربارهگیری انجام میدهیم. بعد از طی کردن این مراحل، مذاب را وارد دستگاه میکنیم. منفذهایی در قسمت فوقانی قالب هست که موجب میشود که گازها از قالب خارج شود.
مدیرعامل شرکت رینگ اسپورت نور نی ریز مطرح کرد: روشهای مختلفی در ریختهگری مانند ماسهای، دایکستینگ، ریژه یا ثقلی و low pressure وجود دارد. در روش ریختـهگــری کمفشـار، ریختهگری بــا سرعــت پایینی انجام میشود، به همین دلیل احتمال ایجاد مک در آن کاهش مییابد.
مربی بیان کرد: زمانی که مذاب وارد قالب میشــود، هــوا در آن وجـود دارد کـه از طریق منفذهای موجود در قالب، به آرامی از قالب خارج و در ۹ مرحله مواد مذاب ریخته شده در قالب به آرامی خنک میشود تا مکی داخل قالب ریخته شده وجود نداشته باشد، زیرا در صورتی که مک در آن وجود داشته باشد، قطعه شکننده میشود.
وی تاکید کرد: رینگهای تولید شده در کشور، کیفیت بالاتری نسبت به سایر کشورها دارد و نباید اجازه واردات رینگهای چینی را بدهند، زیرا آنها مسائل کنترل کیفیت را رعایت نمیکنند و از آلومینیوم ضایعاتی برای تولید رینگ استفاده میکنند که کیفیت و قیمت از این طریق کاهش مییابد. در کشور ۱۳ تست بر قطعه انجام میشود که شامل اکسری، ظاهری، نشتی، ابعادی، کششی، سختی، ضربه، خمش، خستگی و… است.
تکنولوژی تولید رینگ داخلیسازی شده است
مدیرعامل شرکت رینگ اسپورت نور نی ریز گفت: تکنولوژی تولید رینگ را بر اساس استانداردهای اروپایی، داخلیسازی کردیم و حتی در سال ۱۳۹۱ به آلمان رینگ صادر میکردیم.
مربی تاکید کرد: از روش دایکست فشاربالا High pressure die casting نمیتوان برای تولید رینگ استفاده کرد، زیرا به دلیل سرعت بالایی که در این روش وجود دارد، قطعه به درستی تولید نمیشود. این روش، تنها برای تولید پوستهها مناسب است.
وی افزود: High pressure die casting بیشتـــر بــرای قطعـــات غیرایمنــی استفـــاده میشود، زیرا استفاده از این روش برای تولید قطعات ایمنی نمیتواند استانداردهای لازم را به دست آورد.