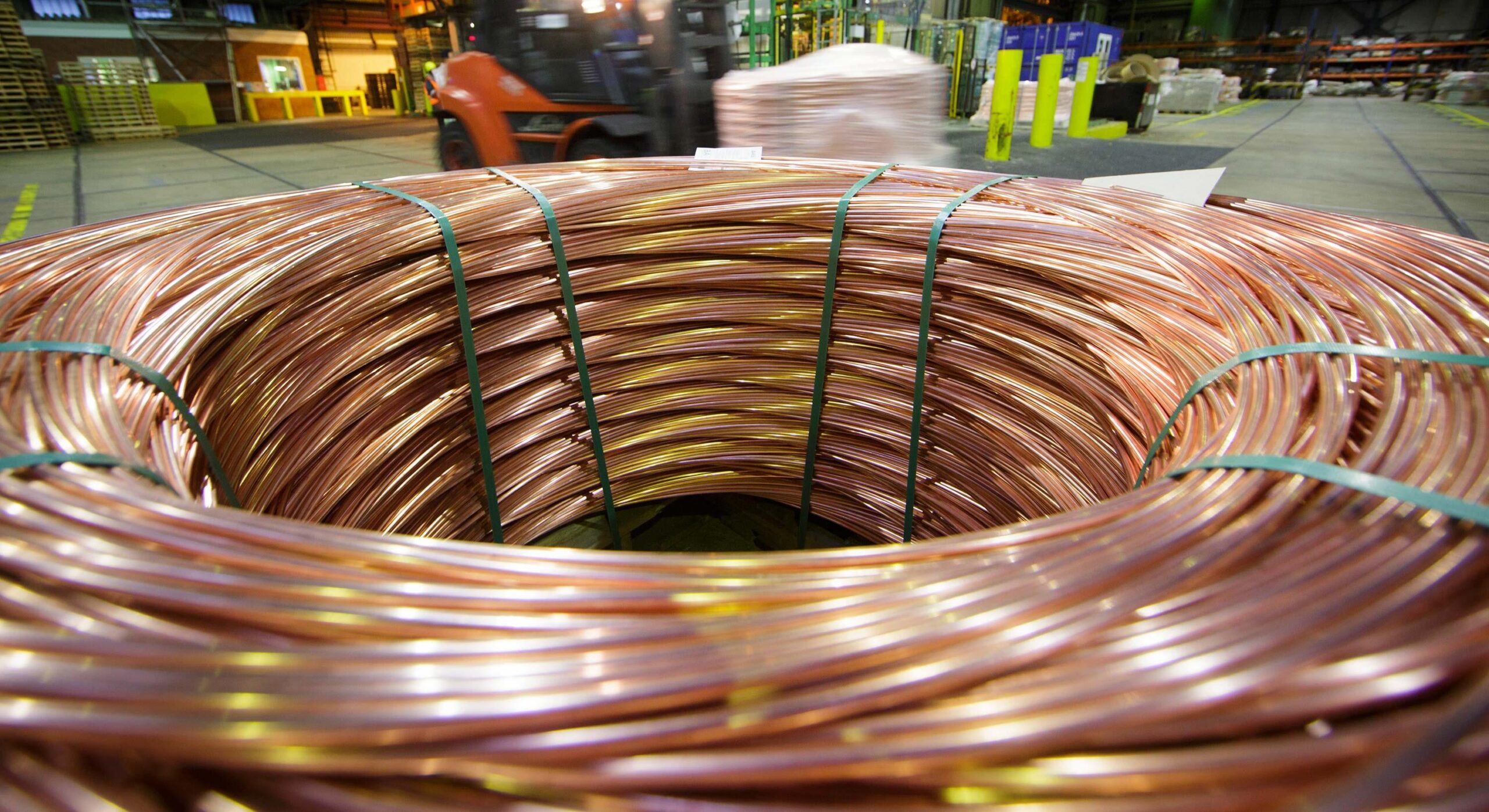
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس گفت: برای تولید مفتول مس سه تکنولوژی کانتیراد، پروپرزی و آپکست وجود دارد که هر کدام ویژگی خاص خود را دارند. در تکنولوژی کانتیراد، کوره و ماشین ریختهگری ساخت کشور آمریکا است، ۴۰ خط تولید مفتول با تکنولوژی کانتیراد در دینا وجود دارد که ۱۴ خط از این تعداد در کشور چین فعال است؛ شرکت ملی مس نیز برای تولید مفتول، از این تکنولوژی استفاده میکند. تقریبا ۶۰ درصد مفتول ۸ میلیمتری دنیا با روش کانتیراد تولید میشود. در این روش هم تناژ تولید و هم کیفیت مفتول از دو روش دیگر بیشتر است.
امین اسماعیلزاده در گفتوگو با خبرنگار پایگاه خبری و تحلیلی «فلزتآنلاین»، اظهار داشت: تکنولوژی پروپرزی یک تکنولوژی ایتالیایی است که از یک خط ریختهگری و یک خط نورد تشکیل شده است، در این روش امکان تولید مفتول ۸ میلیمتری مسی از قراضه نیز وجود دارد.
در ایران برخی از واحدهای تولیدکننده مفتول، همچون دنیای مس کاشان، افق البرز و گیلراد شمال خط تولید پروپرزی دارند. سطح تکنولوژی در این روش نسبت به روش کانتیراد پایینتر است، ولی کیفیت مفتولهای پروپرزی نیز قابل قبول است.
کنولوژی سوم که اصطلاحا به آن آپکست گفته میشود، تناژ پایینی دارد، ماکسیمم ظرفیت تولید در این روش پنج هزار تن در سال به ازای یک خط تولید است؛ مفتول ۸ میلیمتری که با این تکنولوژی تولید میشود کیفیت لازم برای تولید سیملاکی را ندارد، اما برای تولید سایر سیمهای مسی مطلوب است.
مزیت این تکنولوژی نسبت به دو تکنولوژی دیگر این است که در این تکنولوژی مفتول با هر سایزی میتوان تولید کرد. در داخل کشور خطوط زیادی از این تکنولوژی برای تولید مفتول استفاده میکردند که متاسفانه اکثر آنها تعطیل هستند. درست است که تناژ تولید در این روش پایین است اما هزینه تولید نیز به همین شکل کمتر است.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس در گفت: از مفتول مسی با سایز ۸ میلیمتر تنها برای تولید سیم و کابل استفاده میکنند، اما مفتول مسی با قطر ۱۲ و ۲۰ میلیمتر تبدیل به به باسبار میشوند؛ باسبارها به عنوان هادی جریان الکتریسته در قدرتهای بالاتر مورد مصرف قرار میگیرند.
وی بیان کرد: رقابت کیفی اصلی بین دو تکنولوژی کانتیراد و پروپرزی است اما مواد اولیه ذوب شده تعیینکننده کیفیت نهایی مفتول مس است. اگر بخواهیم از مواد اولیه مشابه در هر دو روش تولید مفتول استفاده کنیم، کیفیت و کمیت محصول نهایی تکنولوژی کانتیراد بیشتر است.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس در خصوص تفاوت تکنولوژیهای مختلف تولید مفتول مس، گفت: در تکنولوژی آپکست به هیچوجه عنوان نمیتوان از ضایعات استفاده کرد، در تکنولوژی کانتیراد از ضایعات خود خط میتوان برای ساخت مفتول بهره برد اما از قراضه نمیشود استفاده کرد؛ برای تولید مفتول مسی از قراضه و ضایعات، باید از تکنولوژی پروپرزی استفاده کرد.
درصد خلوص مسی که قرار است به مفتول تبدیل شود باید ۹۹٫۹۹۵ درصد باشد، یعنی خالصترین گرید مس را داشته باشد، اگر در تکنولوژی پروپرزی نیز بخواهند مفتول با کیفیتی از قراضه تولید کنند، قاعدتا قراضه مصرفی باید این درصد خلوص را داشته باشد.
اسماعیلزاده مطرح کرد: مهمترین پارامتر تولید مفتول مسی باکیفیت، استفاده از مواد اولیه مرغوب است. پارامترهای دیگری که در کیفیت محصول نهایی تاثیر دارند، سطح تکنولوژی تولید مفتول، ماشین ریختهگری و نوع نورد است.
در مرحله ریختهگری نوع و شکل انجماد اهمیت ویژهای دارد و هچنین در مرحله نورد نیز ساختار تشکیلشده مس اهمیت دارد؛ یکی دیگر از پارامترهای مهم، میزان اکسیژن داخل مفتول مس است، این پارامتر بسیاری از خواص مفتول را مشخص میکند.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس با بیان اینکه مرحله ریختهگری اهمیت ویژهای دارد، توضیح داد: در مرحله ریختهگری است که ساختار متالوژیکی مس تشکیل میشود، در واقع ۶۰ درصد کیفیت مفتول مس را ماشین ریختهگری تعیین میکند.
وی عنوان کرد: برای تعیین کیفیت مفتول چندین آزمون مختلف وجود دارد، تست الانگیشن یکی از این آنالیزها است؛ در این تست مفتول مس با نیروی ثابتی کشیده میشود تا میزان مقاومت کششی آن مشخص شود؛ تست دیگری که برای ارزیابی سطح کیفی مفتول انجام میشود، تست پیچش است.
در این تست مفتول حول یک محور پیچانده میشود تا مشخص شود در چه شرایطی مفتول دچار شکست میشود. آنالیز بعدی تست توئیست نام دارد که در این آزمایش ۲۵ دور مفتول به سمت چپ و ۲۵ دور به سمت راست چرخانده میشود که بعد از این عملیات هیچ خط و خطوطی نباید روی مفتول ایجاد شود؛ علاوه بر این تست هدایت الکتریکی و تعدادی تست دیگر هستند که کیفیت مفتول مس با استفاده از آنها سنجیده میشود.
اسماعیلزاده توضیح داد: ظرفیت ایجاد شده برای تولید مفتول ۸ میلیمتر در داخل کشور نسبت به میزان مصرف آن، بسیار بیشتر است. بر اساس آمار ظرفیت تولید مفتول در کشور ۴۴۰ هزار تن است در صورتی که از عمده این ظرفیت استفاده نمیشود.
از بیشتر بودن ظرفیت تولید نسبت به تقاضا، میتوان بهعنوان مزیت رقابتی برای صادرات استفاده کرد. مفتول تولید شده در کشور بسیار باکیفیت است و بهراحتی توان رقابت با سایر کشورها را دارد. البته بازار منطقه توسط رقبا گرفته شده است، بهصورت مثال کشور ترکیه قطب تولید مفتول مس شده است؛ ترکیه جدای از تکنولوژی پروپرزی و آپکست، دو واحد تولیدی مفتول با تکنولوژی کانتیراد دارد.
در بحث تکنولوژی کانتیراد قطر، دبی، عربستان، روسیه و چین فعالیت دارند که در بحث صادرات بازار منطقه را اشباع کردهاند اما در همین وضعیت نیز بهراحتی میشود فعالیت صادراتی داشت.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس در ادامه گفت: ظرفیت تولید مفتول مس شرکت ملی مس ۱۱۴ هزار تن در سال با دو شیفت کاری است و اگر با سه شیفت فعالیت کنیم چیزی بیش از ۱۴۰ هزار تن مفتول میتوانیم تولیدکنیم که اگر با تمام ظرفیت نیز تولید کنیم باز در بین ۴۰ شرکتی که تکنولوژی تولید کانتیراد دارند جایگاه سیام را خواهیم داشت. اما از لحاظ ظرفیت تولید مفتول، کشور جایگاه خوبی در منطقه دارد.
اسماعیلزاده ادامه داد: شرکت ملی مس جزو اولین شرکتهایی است که تکنولوژی کانتیراد را نصب کرده است و از لحاظ قدمت، سبقه ماشینآلات ما از باقی کشورها بیشتر است، باقی شرکتها خط کانتیراد خود را اصلاح کردهاند.
وی با بیان اینکه سمیناری دو سالانه تحت عنوان «سمینار کانتیراد»، در دنیا برای شرکتهایی که از تکنولوژی کانتیراد استفاده میکنند، برگزار میشود، گفت: در این سمینار شرکتهایی که از تکنولوژی کانتیراد استفاده میکنند، مدعو شرکتی هستند که تکنولوژی کانتیراد خود را بهروز کرده است، در این سمینار جدیدترین دستآوردهای کانتیراد عرضه میشود و شرکت مربوطه تجربیات خود را با باقی تولیدکنندگان مفتول مس، به اشتراک میگذارد.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس افزود: سمینار کانتیراد ۲۰۱۹ به میزبانی «شرکت کانتیکون» در کشور مکزیک برگزار میشود و تمامی شرکتهایی که در زمینه پیشرفت صنعت تولید مفتول، تاثیرگذار هستند، محصولات خود را در این سمینار به نمایش میگذارند.
سازندگان کوره، ماشینآلات ریختهگری، ماشینآلات نورد و بهطور کلی تولیدکنندگان تجهیزات مختلف تکنولوژی کانتیراد از محصولات جدید خود در این سمینار، رونمایی میکنند. در این سمینار بر اساس تجربیات شرکتهای مختلف و میزان تاثیرات دستگاههای بهروز در کیفیت و کمیت مفتول مس، اطلاعات به اشتراک گذاشته میشود، در واقع یک بانک اطلاعاتی بهصورت «دیتا شیت» در اختیار ۴۰ شرکت مذکور قرار میگیرد.
اسماعیلزاده گفت: فعال نگه داشتن خط تولید مفتول مس شرکت ملی مس در زمان تحریمها، یکی از دستآوردهای بزرگ ما است، زیرا ما مجبور شدیم تعدادی از تغییرات را در داخل کشور انجام دهیم؛ خود شرکت آمریکایی سازنده ماشینآلات ریختهگری سالهاست ما را تحریم کرده و به ما قطعه نمیدهد، همچنین شرکتهای اروپایی نیز با ما همکاری نمیکنند، در نتیجه مجبور شدیم برخی از قطعات را بومیسازی کنیم.
باعث افتخار است که اکثر قطعات مصرفی بخش ریختهگری ما در داخل کشور تولید میشود؛ مواد شیمیایی مصرفی تماما بومیسازی شده است، قطعات خط نورد نیز توسط تولیدکنندگان داخلی ساخته شده است و امیدواریم بخش دیگر نیز بهزودی بومیسازی شود تا وابستگیها از بین برود.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس ادامه داد: در خط ریختهگری سه ماده مصرفی اصلی بومیسازی شدهاند، اصطلاحا به این روغنها، روغن پوشش تسمه ماشین ریختهگری، روغن نورد و محلول وکس گفته میشود که از محلول وکس برای جلوگیری از اکسید شدن مفتول استفاده میشود.
برای تولید مفتول مس، ۱۵ مرحله نورد انجام میشود که غلطکهای خط نورد بومیسازی شدهاند. تمامی مشعلهای کوره نیز بومیسازی شده است، همچنین در بحث سنجش اتمسفر کوره که در کیفیت مذاب تاثیر بسزایی دارد، سیستمهای آنالیزور را در کوره نصب کردهایم و اتمسفر کوره را همواره تحت پایش داریم تا بتوانیم مذاب هموژن خوبی از کوره بگیریم.
در واقع به دنبال این هستیم که از تهدیدها فرصت بسازیم و قطعات ماشین ریختهگری را نیز بومیسازی کنیم. سایز قطر مفتولی که تولید میشود باید بر اساس استاندارد باشد، در گذشته سیستم اندازهگیری بهصورت دستی انجام میشد و قسمتی از مفتول را در آزمایشگاه ارزیابی میکردیم اما سیستمی که امروزه در خط تولید مفتول استفاده میکنیم، اندازهگیری آنلاین است؛ یکی از تکنولوژیهایی که توسط بخش تحقیق و توسعه مجموعه بومیسازی شد همین اندازهگیری آنلاین قطر مفتول است که در تمامی جهان انجام میشود اما ما به دلیل تحریمها نمیتوانستیم از این امکانات بهره ببریم. امسال واحد تحقیق و توسعه شرکت دست بهکار شد و با استفاده از هوش مصنوعی و تصویربرداری ویدیویی با دوربینهای خاص شرایط اندازهگیری آنلاین را فراهم کرد.
وی در خصوص استاندارهای تولید مفتول مس توضیحاتی داد: کیفیت مفتول مس شرکت صنایع ملی مس ایران، طبق استاندارد جهانی است. مفتول تولیدی شرکت از لحاظ کیفیت درجهان جایگاه خوبی دارد. ما خارج از این استاندارد، مفتول تولید و عرضه نمیکنیم.
مدیر پالایشگاه و ریختهگری شرکت صنایع ملی مس با اشاره به اینکه خط ریختهگری پیوسته مجتمع مس سرچشمه جزو خطوطی است که از سطح تکنولوژی بالایی برخوردار است، بیان کرد: کار کردن با تکنولوژی نرمافزاری یا، تکنولوژی کنترل و تکنولوژی ریختهگری نیازمند دانش خاص است، از اینرو یکی از مباحثی که در تولید مفتول مسی اهمیت ویژهای دارد، سطح دانش پرسنل فعال در این حوزه است. متخصصان برق، مهندسان مکانیک و فارغالتحصیلان متالوژی، بهترین گزینهها برای همکاری با ما در خط ریختهگری هستند.
در همین راستا طی سال، دورههای آموزشی فراوانی برای پرسنل فعال در مجموعه برگزار میکنیم و طی این جلسات از اساتید دانشگاهها، پرسنل مرکز تحقیقات و پرسنل قدیمی بازنشسته مجموعه دعوت بهعمل میآید تا از تخصص و تجربیات آنها استفاده کنیم.
وی با بیان اینکه نیروی انسانی مهمترین رکن تولید است، ادامه داد: اگر کیفیت مفتول مس افزایش یابد قاعدتا بهرهوری نیز افزایش مییابد، اگر بتوانیم تعداد قطعات مصرفی کمتری بهکار گیریم قطعا هزینههای تولید را کاهش دادهایم.
اگر پرسنل مجموعه بتوانند راهکارهای جدید ارائه داده و همچنین دانش مورد نیاز را داشته باشند که اصلاحات را خود انجام دهند، بینهایت در مسیر توسعه و پیشرفت مجموعه کمک خواهند کرد. پس هزینه برای افزایش دانش و تجربه پرسنل نوعی سرمایهگذاری است.
اسماعیلزاده با بیان اینکه نقش بسزایی در صنعت تولید مفتول مس دارد، گفت: با توجه به اینکه پرسنل مجموعه با مذاب مس سر وکار دارند، بحث ایمنی اهمیت ویژهای دارد و پرسنل در دورههای ایمنی خاص و عمومی شرکت میکنند و در این دورهها آموزشهای کافی و لازم را دریافت میکنند. رعایت پارامترهای ایمنی از نکات بسیار مهم است، چه در بخش ریختهگری و چه در بخش نورد، ایمنی حرف اول را میزند.