شرکت فولاد آلیاژی ایران بزرگترین تولیدکننده انواع فولاد آلیاژی و مخصوص در ایران و خاورمیانه و یکی از مدرن ترین کارخانجات فولاد آلیاژی دنیا می باشد. کارخانجات فولادسازی، نورد مقاطع سنگین، نورد مقاطع سبک، عملیات حرارتی و تکمیل کاری این شرکت مجهز به پیشرفته ترین تجهیزات و برخوردار از بالاترین سطح دانش فنی روز دنیا می باشد، که امکان تولید فولادهای آلیاژی و مخصوص را با بالاترین کیفیت و منطبق با استانداردهای بین المللی میسر ساخته است. محصولات این شرکت در صنایع نفت و گاز و پتروشیمی، نیروگاه ها، ابزارسازی، ساخت لوازم پزشکی و جراحی، صنایع خودروسازی، ماشین سازی، ادوات کشاورزی، صنایع معدنی و سایر صنایع ویژه کاربرد وسیع دارد.
شرکت فولاد آلیاژی ایران با ظرفیت تولید سالانه 550.000 تن محصول، یکی از پیشرفتهترین تولیدکنندگان فولاد آلیاژی در جهان میباشد که در سال 1378 در شهرستان یزد به بهره برداری رسید.
توضیحات
شرکت فولاد آلیاژی ایران مجهز به چهار کارخانه ذوب، نورد سنگین، نورد سبک و عملیات حرارتی است که توانایی و قابلیت تولید طیف گستردهای از انواع فولادهای آلیاژی و محصوص را دارد.
کارخانه ذوب
کارخانه ذوب دارای سه واحد ذوب، ریختهگری و آمادهسازی شمش و بلوم است.
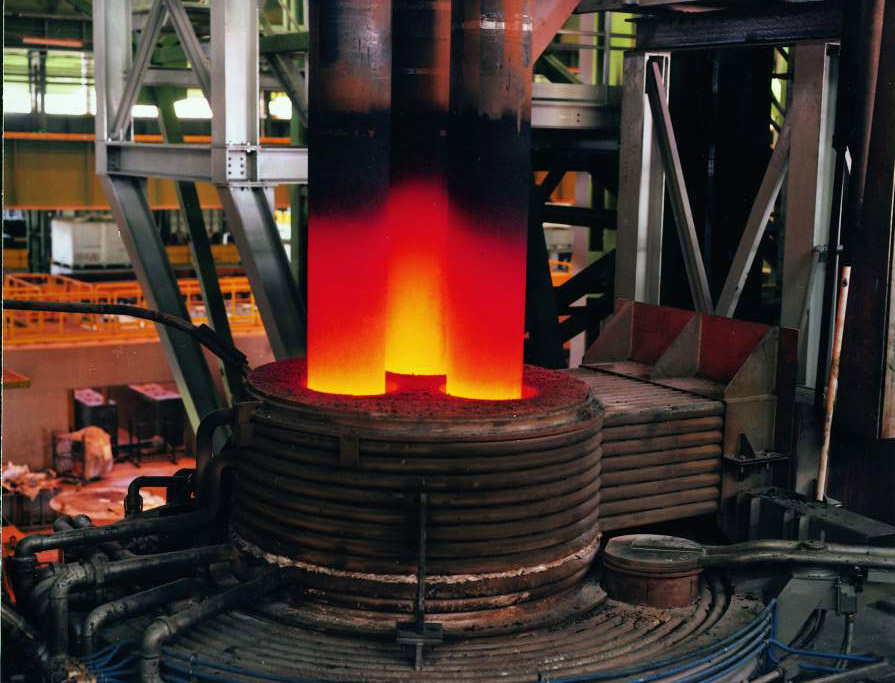
واحد ذوب
واحد ذوب، بر اساس استفاده از سه ظرفیت کورههای قوس الکتریکی ۴۰ تن و از نوع EBTبا توان ۳۶ و۴۳ مگاوات هستند. این کورهها برای شارژ ۱۰۰ درصد قراضه و یا ۸۰ درصد آهن اسفنجی و ۲۰ درصد قراضه، طراحی شدهاند. پس از اتمام مراحل ذوب در کوره قوس الکتریکی، مذاب به درون پاتیل تخلیه شده و به منظور انجام عملیات متالورژی ثانویه به LFمنتقل میشود. در کوره پاتیلی (LF) که مجهز به سیستم همزن القایی و دمش گاز آرگون است، عملیات تصفیه و احیاء مذاب، آلیاژسازی، سولفور زدایی و هموژن نمودن ترکیب شیمیایی و دمای مذاب فولاد انجام میشود. همچنین این کوره مجهز به سیستم اتوماتیک شارژ فروآلیاژها و سیستم سربارهگیری اتوماتیک است. پاتیل حاوی مذاب در صورت نیاز به درون تانک خلأ VD(Vacuum Degassing)ارسال میشود. در این واحد، عملیات گاززدایی از مذاب (هیدروژن زدایی، نیتروژن زدایی و اکسیژن زدایی) و حذف آخال های شناور انجام میشود. همچنین به منظور تولید فولادهای پر آلیاژ با کربن بسیار پایین (فولادهای زنگ نزن)، یک واحد VOD در نظر گرفته شده است که در آن ضمن ایجاد خلأ بر روی مذاب با تزریق اکسیژن، عملیات کربن زدایی از مذاب انجام می شود.
واحد ریختهگری
واحد ریختهگری، ماشین ریختهگری مداوم (CCM) و ریختهگری تکباری است. ماشین ریختهگری مداوم، از نوع قوسی با شعاع ۱۰ متر بوده و دارای دو شاخه است. محصول ریختهگری مداوم، بلوم با ابعاد۲۵۰×۲۳۰ میلی متر است. به دلیل تنوع ابعادی و کیفی فولادهایی که امکان تولید آنها به روش ریختهگری مداوم وجود ندارد، واحد ریختهگری تک باری (شمش ریزی) نیز در واحد فولادسازی در نظر گرفته شده است. محصول ریختهگری تک باری، شمشهایی به وزن یک تا شش تن است
واحد آمادهسازی شمش و بلوم
منظور از آمادهسازی، سرد نمودن محصول در هوا یا در کوره به طور آهسته، کنترل نواقص سطحی و انجام عملیات سنگزنی به طور جزیی یا کامل و آنیل در کورههای بوژی برای فولادهای مخصوص است. در این قسمت بخشی از شمشها در هوا سرد شده، بخشی دیگر در حالت گرم به نورد سنگین شارژ و بخش دیگر به کورههای آنیل منتقل میشود تا پس از سنگ زنی انبار شود. تجهیزات آماده سازی بلوم و اینگات (شمش) به طور جداگانه در نظر گرفته شده است که شامال کورههای بوژی جهت عملیات حرارتی به منظور تنشزدایی بلوم و قطعات، کورههای تونلی جهت عملیات حرارتی به منظور تنشزدایی شمش، ماشین سنگزنی (Grinding) شمش و بلوم و ماشینهای فرزکاری (Milling) برای آمادهسازی سطوح شمش های یک تنی، دو تنی و ۴/۳ تنی.
کارخانه نورد سنگین
خط نورد سنگین به منظور آمادهسازی بیلت در ابعاد مورد نیاز واحد نورد، به کار برده میشود و شامل تجهزاتی مانند قفسه بلومینگ با قدرت موتور ۴/۵ مگاوات، قیچی بلوم با قدرت ۷۵۰ تن، قفسه دوم رفت وبرگشتی با قدرت موتور ۷/۲ مگاوات، قفسه لبهساز جهت تسمه با قدرت موتور ۲۵۰ کیلووات، قفسه نهایی رفت و برگشتی با قدرت موتور ۷/۲ مگاوات، سیستم کنترل ابعاد روی خط درحالت گرم، قسمت نهای، قیچی هیدرولیکی برش گرم با قدرت ۴۵۰ تن و برش دیسکی است.
کارخانه نورد سبک
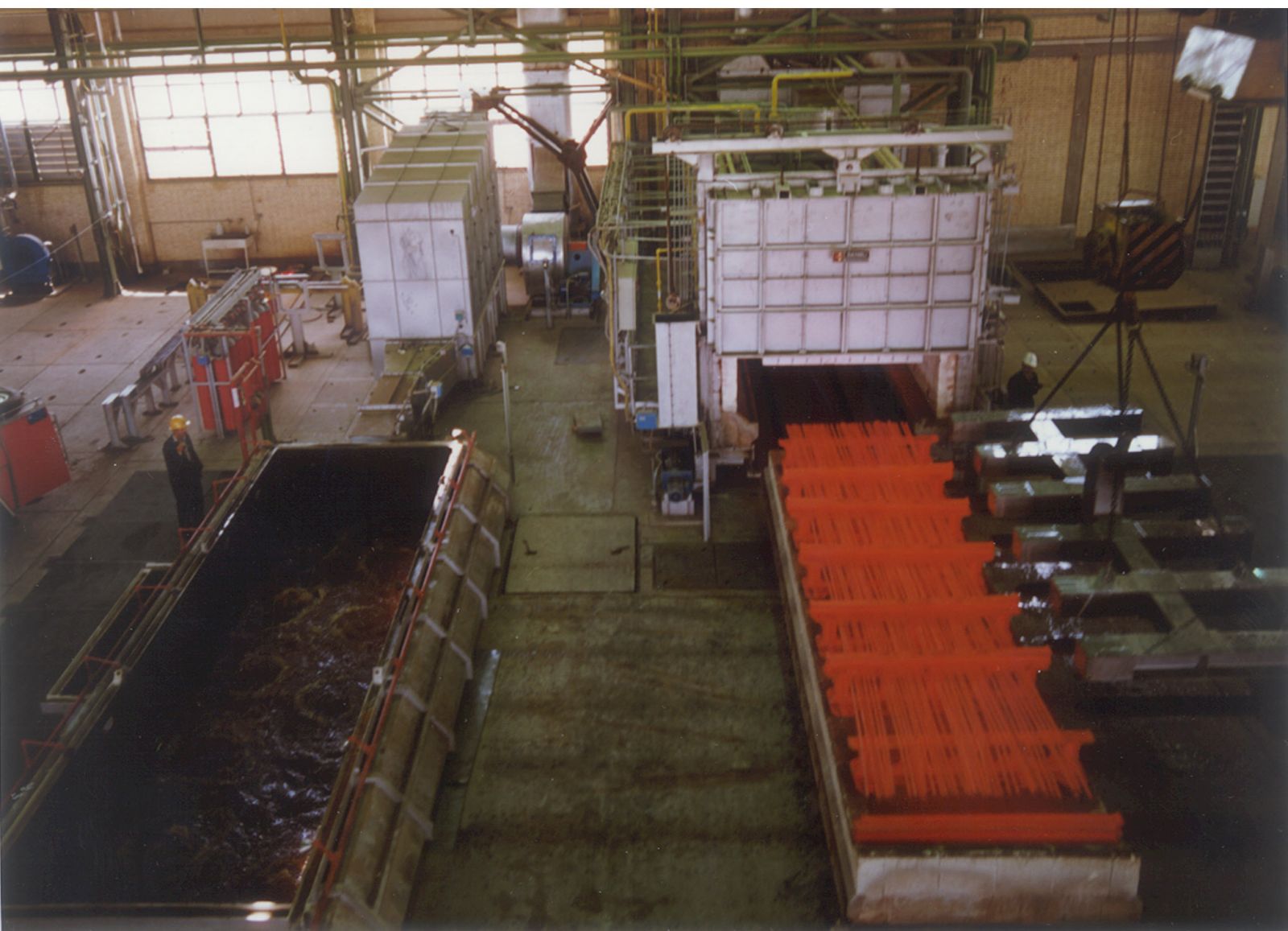
محصولات تولیدی در کارخانه نوردسبک شامل مقاطع گرد ۱۲ تا ۷۵ میلیمتر، مقاطع چهارگوش ۴۰ تا ۷۵ میلیمتر، تسمه با عرض ۲۵ تا ۱۰۰ میلیمتر و کویل محصولات از قطر ۱۴ تا ۲۲ میلیمتر است. بیلت تولید شده در کارخانه نورد سنگین، در نورد سبک پیش گرم و سپس توسط یک استند قابل حرکت و ۱۶ قفسه عمودی افقی (۴ قفسه نورد ابتدائی، ۶ قفسه نورد میانی و ۶ قفسه نورد نهایی) به مقاطع مورد نظر تبدیل میشود. محصول پس از خنک شدن روی بسترهای خنک کننده، توسط ماشین برش از نوع دیسکی و یا گیوتینی (با توجه به سفارش مشتری و نوع گرید فولاد) برشکاری شده و پس از باندلبندی جهت انجام مراحل بعدی به کارخانه عملیات حرارتی و تکمیلی کاری منتقل میشود.
کارخانه عملیات حرارتی
شرکت فولاد آلیاژی ایران به عنوان تولید کننده فولادهای مخصوص و آلیاژی دارای یکی از مجهزترین کارگاههای عملیات حرارتی در سطح آسیا و اروپا است. این کارگاه با دارا بودن کورههای غلتکی مداوم و واگنی که مجهز به سیستم پیچیده اتوماسیون و ابزار دقیق هستند، قادر است تمامی سیکلهای عملیات حرارتی آنیل و سختگردانی مورد نظر را بر روی انواع فولادها اجرا کند.
مدیرعامل شرکت فولاد آلیاژی ایران با اشاره به ضرورت تحول در صنایع فولادی کشور، گفت: باید از نگاه سنتی فاصله بگیریم و نوآوری را به فرهنگ حاکم در تصمیمسازیها، فرایندها و رفتارهای سازمانی تبدیل کنیم.
مراسم تکریم و معارفه مدیرعامل شرکت فولاد آلیاژی ایران با حضور جمعی از مدیران ارشد صنعتی و مسئولان استانی در محل سالن اجتماعات فرهنگ و هنر این شرکت، برگزار و طی آن محسن مصطفیپور به عنوان مدیرعامل جدید این مجموعه عظیم صنعتی معرفی شد.
مدیرعامل شرکت فولاد آلیاژی ایران در نشست خبری با فعالان بازار سرمایه از رشد فروش، رکوردهای جدید تولید، دستاوردهای فناورانه و پروژههای توسعهای «فولاژ» خبر داد.
مرکز نوآوری شرکت فولاد آلیاژی ایران واقع در پارک علم و فناوری یزد (ساختمان دانش) با هدف تقویت ارتباط صنعت فولاد و شرکتهای فناور و دانشبنیان و همچنین توسعه نوآوریهای فناورانه افتتاح شد.
شرکت فولاد آلیاژی ایران به عنوان یکی از پیشگامان تولید فولادهای آلیاژی در کشور و منطقه خاورمیانه، با چشمانداز «شرکتی پیشرو که با ارائه راهکارهای نوآورانه، اولویت اول انتخاب مشتریان در فولادهای آلیاژی و مخصوص باشد»، استراتژیهای جامعی را برای تامین نیاز صنایع داخلی و گسترش حضور در بازارهای جهانی تدوین کرده است. این استراتژیها […]
مراسم افتتاح پروژه عظیم فولادسازی ۲ شرکت فولاد آلیاژی ایران همزمان با سفر ریاست مجلس شورای اسلامی و با حضور مقامات عالیرتبه از جمله نماینده شهرستان یزد، اشکذر و زارچ در مجلس شورای اسلامی، استاندار یزد و مدیرعامل شرکت فولاد آلیاژی ایران برگزار شد.
مدیرعامل شرکت فولاد آلیاژی ایران گفت: در حال حاضر بالغ بر ۹۰ درصد قطعات و تجهیزات مورد استفاده در زنجیره فولاد کشور بومیسازی شده است که نشان از تحقق این مهم در کارخانههای فولادی دارد. در چنین شرایطی، میطلبد که بومیسازی تکنولوژی همزمان با استفاده از نوآوری در دستور کار فعالان این بخش با همکاری […]
در محیط کسبوکار امروز که رقابتپذیری یک بنگاه صنعتی به شدت وابسته به میزان کارایی و عملکرد خطوط تولید و ارتقای کیفیت محصولات است، تمرکز بر بهبود بهرهوری از طریق بهروزرسانی تکنولوژیهای تولید، بلوغ فرایندها و پیادهسازی سیستمهای مدیریت انرژی میتواند موفقیت بنگاههای صنعتی را تضمین کند. شرکت فولاد آلیاژی ایران که از تولیدکنندگان برجسته […]
در سالهای اخیر به کرات بر اهمیت حرکت صنعت فولاد کشور به سمت تولید محصولات ویژه و ارزشافزا تاکید شده است. این موضوع علاوه بر تامین نیاز بازار داخل و جلوگیری از واردات محصولات یاد شده، تاثیر قابلتوجهی بر استفاده حداکثری از ظرفیتهای بالقوه در مسیر ایجاد ارزش افزوده و توسعه صادرات غیرنفتی کشور دارد.
مراسم تجلیل از تولیدکنندگان و صنعتگران استان یزد با حضور معاون وزیر صمت، استاندار یزد، نماینده مردم یزد و زارچ و اشکذر در مجلس شورای اسلامی، رئیس خانه صنعت، معدن و تجارت استان و دیگر مسئولان استان یزد برگزار شد.
در بیست و هشتمین سالروز ملی صنعت و معدن که روز یکشنبه ۱۰ تیر ماه (روز ملی صنعت و معدن) با حضور مسئولان دولتی و فعالان اقتصادی بخش خصوصی در سالن اجلاس سران برگزار شد، از مدیرعامل شرکت فولاد آلیاژی ایران به عنوان برگزیده صنایع معدنی تجلیل به عمل آمد.
مدیرعامل شرکت فولاد آلیاژی ایران گفت: «فولاژ» بیش از ۱۵۰ تا ۱۷۰ کیلوگرم آلیاژ مورد نیاز هر خودروی ایرانی را تامین میکند و توجه به دو عامل مهم تکنولوژی و پایداری کیفیت را در راستای استمرار همکاری با خودروسازان داخلی در دستور کار قرار داده است.
مدیرعامل شرکت فولاد آلیاژی ایران با اشاره به اهمیت کاربرد انقلاب دیجیتال در حوزه بومیسازی، گفت: رویکرد بومیسازی اگر با انقلاب دیجیتال همسو شود، میتوان بهترین فعالیتها را با کمترین هزینه انجام داد.
محصولات اصلی
فولادهای خوش تراش
فولاد خوشتراش نوعی از فولادهای کم کربن است که به دلیل ترکیبات آلیاژی خاص و ساختار آن، ویژگیهای مطلوبی برای ماشینکاری و تراشکاری دارد.
این فولادها به طور خاص برای تسهیل فرآیندهای ماشینکاری طراحی شدهاند و در صنایعی که نیاز به دقت و سرعت بالا در تولید قطعات پیچیده دارند، استفاده میشوند. به فولادهای خوشتراش، فولاد اتومات یا نیمه اتومات نیز گفته میشود.
فولادهای ابزار
فولادهای ابزار به دستهای از فولادهای کربنی و آلیاژی گفته میشود که برای ساخت ابزار و قالب مناسب هستند.
این فولادها ویژگیهایی مانند سختی بالا، مقاومت در برابر سایش، مقاومت در برابر تغییر شکل و اعوجاج و توانایی حفظ لبه برش تیز در دماهای بالا را از خود نشان میدهند. فولادهای سردکار، گرمکار، تندبر، فولادهای قالب و … از انواع فولادهای ابزار بهشمار میروند.
فولادهای نسوز
فولاد نسوز یا مقاوم به دما، نوعی فولاد آلیاژی است که به دلیل ترکیب شیمیایی خاص خود، میتواند در دماهای بسیار بالا بدون از دست دادن استحکام و خواص مکانیکی، به کار رود.
این فولادها معمولاً حاوی درصد بالایی از عناصر آلیاژی مانند: کروم، نیکل، مولیبدن و گاهی سیلیکون و کربن هستند که باعث میشود بتوانند در برابر اکسیداسیون، خوردگی و تغییر شکل در شرایط حرارتی شدید مقاومت کنند. این ویژگیها باعث شده تا فولادهای نسوز در صنایعی که با دماهای بالا سروکار دارند، همچون نفت و گاز، پتروشیمی، صنایع سیمان، تولید برق و کورهها کاربردهای گستردهای داشته باشند.
فولادهای بلبرینگ و رولبرینگ
فولاد بلبرینگ یکی از فولادهای پرکربن است که به دلیل دارا بودن مقاومت بالا در برابر سایش، کاربردهای فراوانی دارد.
فولاد بلبرینگ با نامهای دیگری چون فولاد رولبرینگ یا فولاد یاتاقان نیز شناخته میشود. این فولاد پر کروم دارای خواص منحصربهفردی است و به دلیل وجود عنصر کروم در ترکیبات تشکیل دهنده آن، دارای سختی و مقاومت به خستگی قابل توجهی است. فولادهای بلبرینگ در ساخت اجسام غلتان مانند ساچمهها به کار برده میشود.
فولادهای سوپاپ
فولادهای سوپاپ به دستهای از فولادها گفته میشود که در ساخت سوپاپهای خودرو، سوپاپهای موتورهای احتراق سبک و سنگین، سوپاپهای دود و موارد مشابه دیگر استفاده میشوند.
این نوع فولادها به دلیل قرارگیری در دمای بالا و مجاورت در محیطهای خورنده نیاز به مقاومت حرارتی و سایشی دارند که این خواص از طریق درصد بالای عناصر آلیاژی همچون سیلیس و کروم بدست میآید.
فولادهای عملیات حرارتی پذیر
فولادهای عملیات حرارتی پذیر به دستهای از فولادها گفته میشود که تنها با اعمال یک سیکل گرمایش و سرمایش کنترل شده (بدون اعمال تغییرات در ترکیب شیمیایی)، تغییرات فازی، ساختاری و تغییرات خواص در آنها ایجاد شود.
عملیات حرارتی بر روی فولادها به منظور بهبود خواصی نظیر چقرمگی، ماشینکاری، سختی، فرمپذیری، حذف تنشهای باقیمانده، مقاومت به سایش و اصلاح دانهها انجام میگیرد. فولادهای عملیات حرارتی پذیر در صنایع خودروسازی، موتورسازی، کشتیسازی و … کاربرد دارند.
فولادهای فنر
فولادهای فنر دستهای از فولادهای آلیاژی میباشند که در آنها از عناصر سیلیسیوم، منگنز، کروم، وانادیوم و مولیبدن استفاده شده است.
فولادهای فنر دارای خاصیت ارتجاعی خوبی نسبت به دیگر فولادها میباشند. وجود عنصر سیلیسیوم در فولاد فنر باعث خاصیت الاستیسیته خوب و همچنین وجود عنصر کروم در فولاد فنر، استحکام و مقاومت در برابر خوردگی را افزایش میدهد.
فولادهای قالب پلاستيك
فولاد قالب پلاستیک یک نوع فولاد خاص است که برای ساخت قالبهایی که در فرایند تزریق پلاستیک و تولید قطعات پلاستیکی استفاده میشوند، به کار میرود.
خواصی مانند مقاومت در برابر خوردگی و سایش، دوام و پایداری دمایی بالا، قابلیت تراشکاری و … از ویژگیهای مهم این نوع فولاد میباشد.
فولادهای سمانتاسیون
فولاد سمانته جزو فولادهای کم کربن، کم آلیاژ یا آلیاژی میباشد که از طریق کربندهی سطح، برای ساخت قطعات مقاوم به سایش که نیازمند سختی سطح بالا هستند، استفاده میشود.
این نوع محصولات، هسته نرم و چقرمهای نیز دارند که در برابر ضربه مقاومت میکنند. فولادهای سمانته در ساخت قطعاتی مانند چرخ دندهها، شفتها، پینهای پیستونی، حلقههای زنجیر و …استفاده میشوند.
فولادهای زنگ نزن
فولاد زنگ نزن از ترکیب عناصر مختلفی نظیر آهن، کروم و نیکل ساخته میشود که مهم ترین عنصر در آن کروم است.
افزودن کروم (حداقل 10.5 درصد) به ترکیب فولاد، لایهای محافظ ایجاد میکند که از زنگ زدگی و خوردگی فولاد جلوگیری مینماید. سایر عناصر مانند نیکل و مولیبدن نیز به ترکیب اضافه میشوند تا مقاومت فولاد در برابر حرارت، اسیدها و شرایط محیطی خاص افزایش یابد. ا














")
")


















")













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}